30
VFX
30
0
60 90 120 150 180 210
VFX
Holder
VFX6-080A05A075R
Insert (Grade)
XNMU190912R-LS (MP9130)
Work Material
Ti-5Al-5Mo-5V-3Cr
Cutting Speed
vc40 m/min (n160 min
-1
)
Feed
fz0.1 mm/tooth (vf80 mm/min)
Depth of Cut
ap65 mm, ae5 mm
Coolant
Emulsion (8 MPa)
Rough Milling
Cutting force
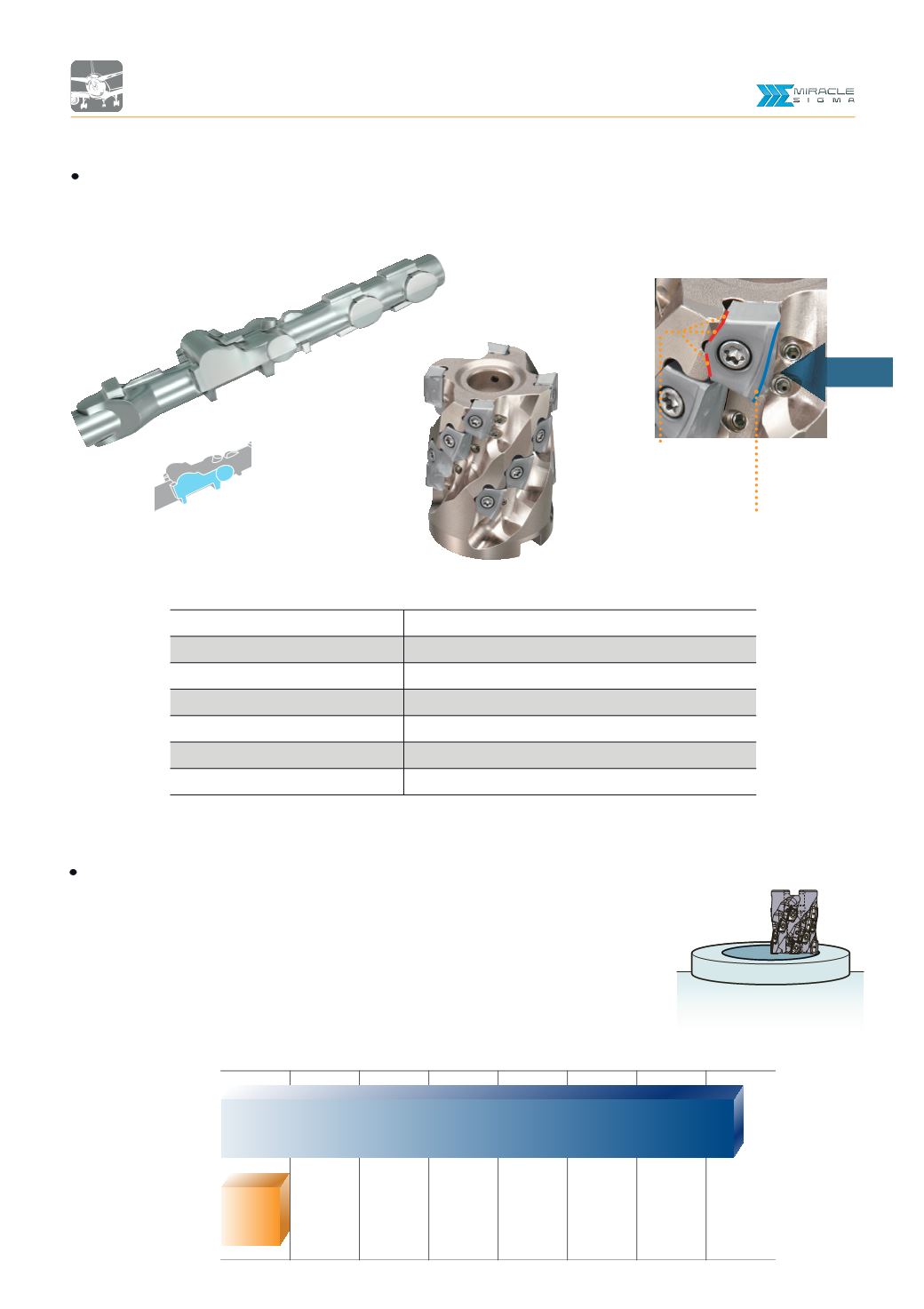
LANDING GEAR
Work Material [Titanium Alloy]
Key Point on Machining
When rough machining titanium alloy, chipping and abnormal damage of
the cutting edge easily occurs if low rigidity tools are used. The use of
high rigidity tools and low cutting resistance inserts are recommended.
Stable machining is possible because the VFX series has a high rigidity
design and the cutting resistance is lower due to the convex curve
cutting edge and the V-formation of the clamping face respectively.
Application Example
Up to 7 times tool life can be achieved when high pressure internal coolant is used.
Conventional
Arranging the inserts vertically
Convex curve
cutting edge
V formation of the
clamping face
Tool life (min)


