8
AXD
ae50 mm
ap18 mm
Holder
AXD7000R05003A-H63A
Insert (Grade)
XDGX227030PDFR-GL (TF15)
Work Material
A7075
Cutting Speed
vc2830 m/min (n18000 min
-1
)
Feed
fz0.21 mm/tooth (vf11340 mm/min)
Depth of Cut
ap18 mm, ae50 mm
Coolant
Emulsion
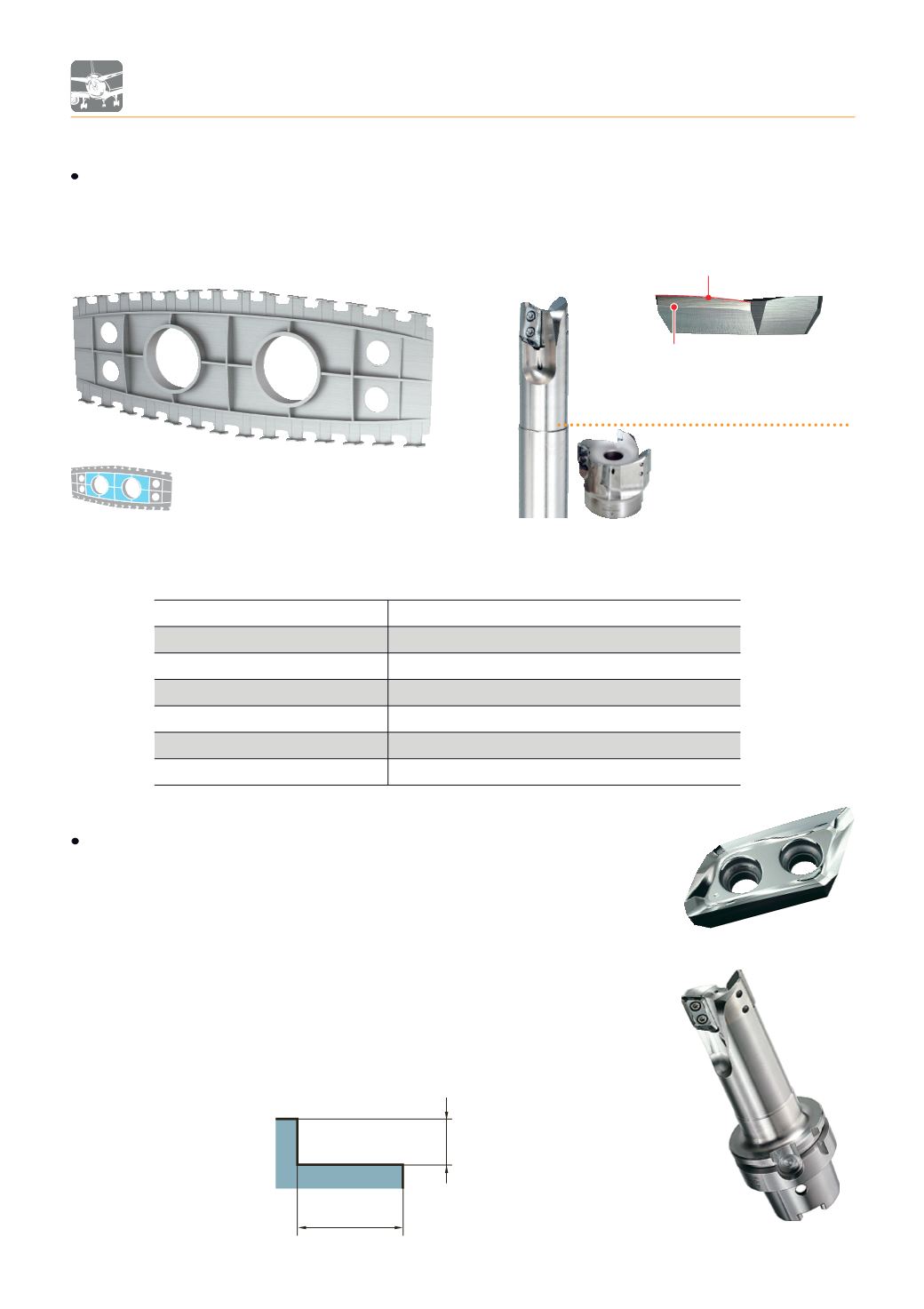
Face Milling
Pocket Milling
Low cutting resistance
Convex cutting edge
Helical flank
AIR FRAME
Work Material [Aluminium Alloy]
Key Point on Machining
Milling of rib type components involves removing large volumes of
stock material. Therefore high efficiency machining at high speeds is
required to reduce costs. The AXD series achieves low cutting
resistance without lowering the insert edge strength due to a helical
flank and optimized relief angle. Additionally, the convex cutting edge
allows good chip removal resulting in high speed, highly efficient
machining.
Application Example
Chip removal of 10000 cm
3
/min. is achieved with the super efficient AXD7000-HSK type.
Avoids poor wall surface finishes because the tool is designed to
interpolate corners of the pocket, thereby also preventing vibration.
Point


