6
CFRP
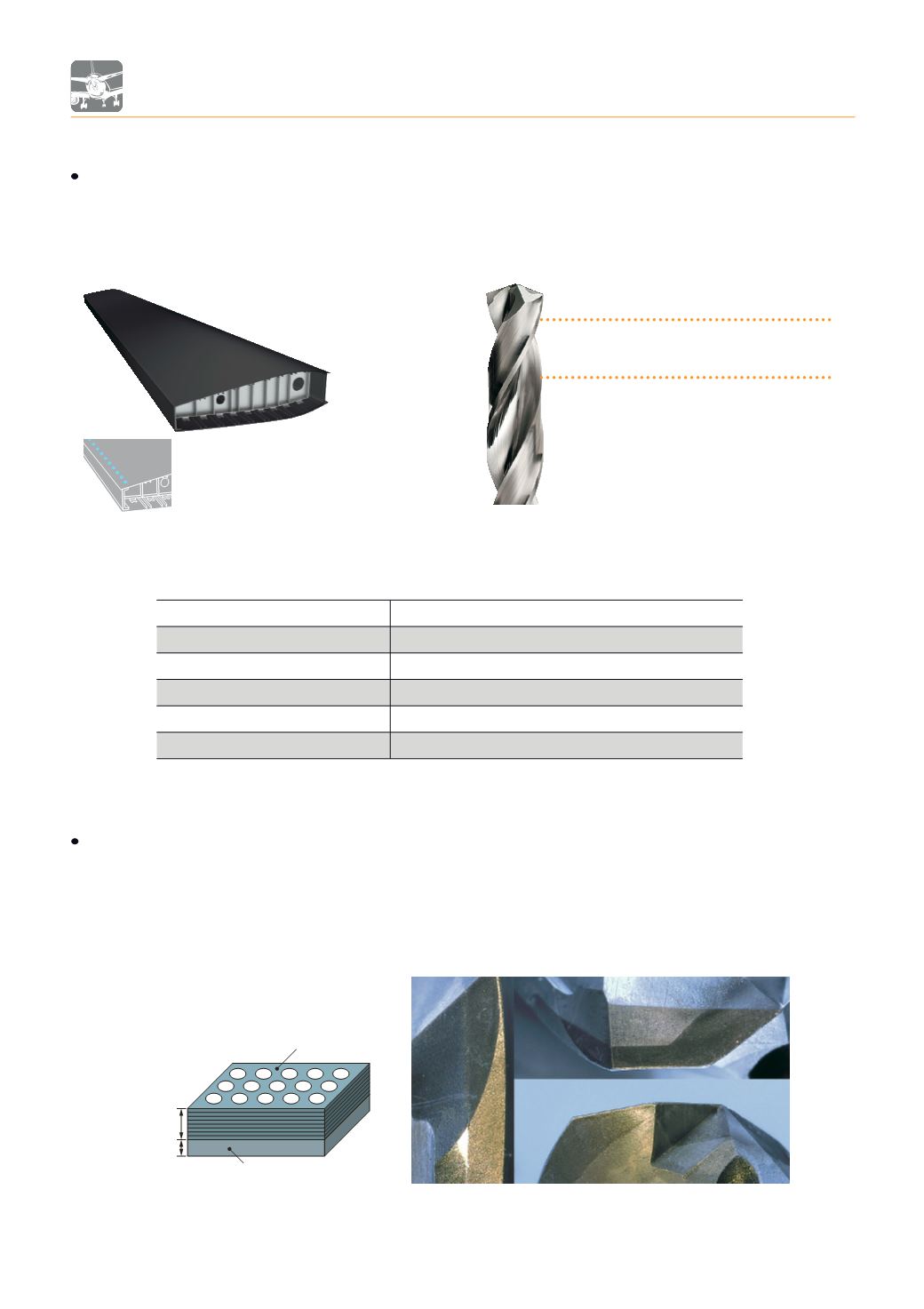
PKD
5 mm
10 mm
Drill
ø 6.375
Work Material
CFRP + Titanium Alloy (Ti-6Al-4V)
Cutting Speed
vc10 m/min (500 min
-1
)
Feed
f0.05 mm/rev
Machine
Vertical type M/C
Coolant
Internal mist
Titanium alloy
Good edge condition (120 holes machined)
Drilling
Special PCD Drill
Optimized cutting geometry
AIR FRAME
Work Materials [CFRP, CF/Ti]
Key Point on Machining
Cutting tool life is usually extremely short because of the high strength and abrasive properties
of carbon fibre, additionally delamination and burring easily occurs during cutting.
It is effective to use a PCD tool (sintered diamond) with high wear resistance. PCD drills reduce
burrs and delamination due to the PCD (sintered diamond) coating. In combination with an
optimized tool geometry, long tool life and high-quality machining can be achieved.
Application Example
PCD drills with optimized cutting geometry for composite materials reduces burr formation
and delamination.


