24
YOUR GLOBAL CRAFTSMAN STUDIO
Mitsubishi Materials developed the rotary
holder, a turning tool designed so that the
cutting forces caused the round carbide
insert to rotate automatically; it achieved
the following benefits:
1. Unified wear eliminated the need for
insert positional changes until the insert
was spent.
2. The constantly moving cutting point
meant no boundary wear (see column
below) to the cutting edge.
3. Non-concentratedcuttingheat reduced
insert wear.
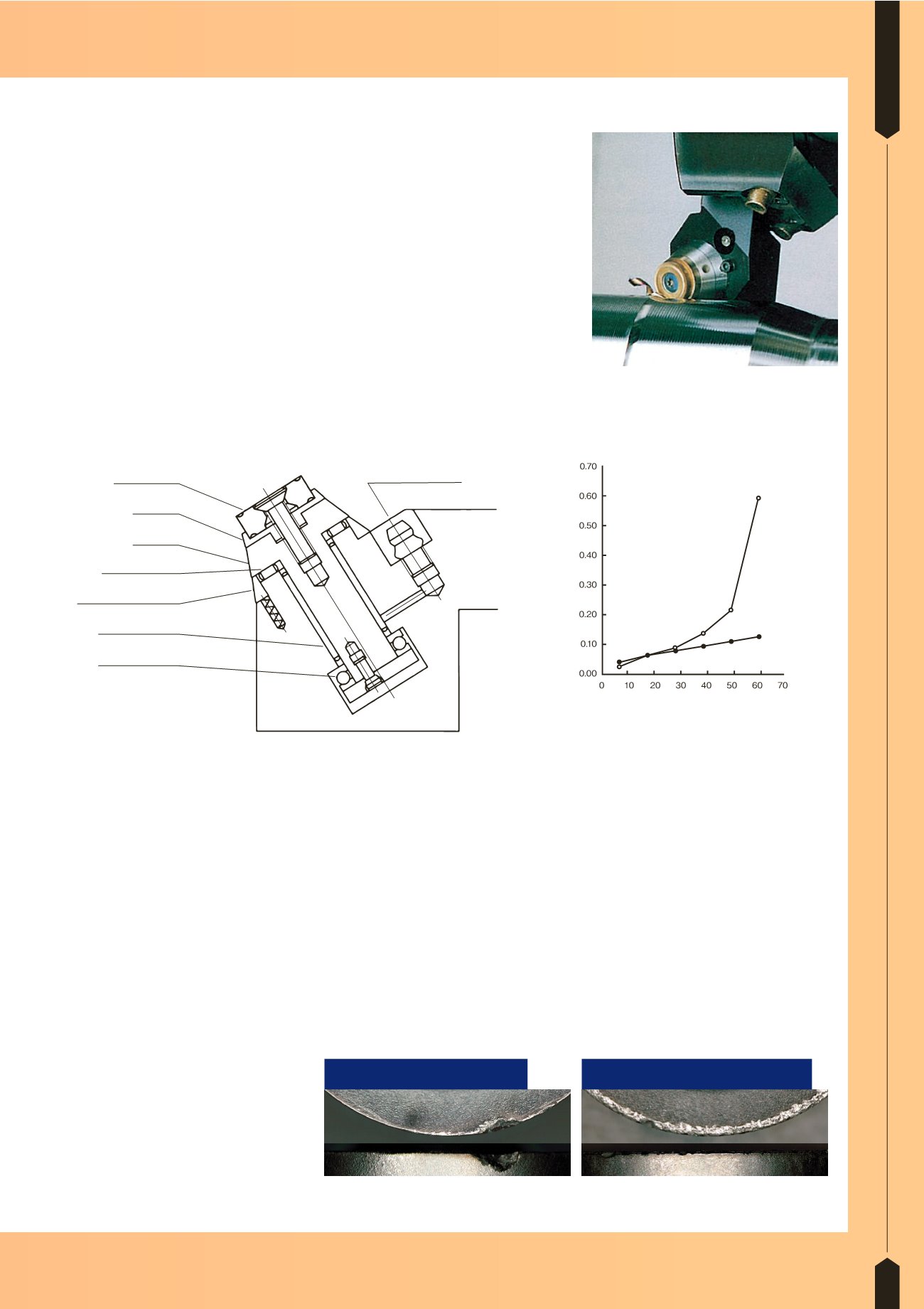
As shown in the graph below, these three
advantages made it possible to create
a stable, long-life when compared to
a fixed insert tool. If the workpiece is
manufactured from a tough material,
abnormal damage can occur due to
high temperatures when cutting, or the
workpiece can be easily work-hardened.
For a standard tool, lowering cutting
conditions helps to prevent abnormal
damage, however, this also reduces
efficiency. The rotary tool negates the
need to reduce cutting conditions by
rotating the edge of the tool during
cutting, thereby improving machining
efficiency and extending tool life.
Reducing abnormal damagewith an ingenious rotating tool
Standard tools often suffer from damage called boundary wear or notching when
the cutting edge is affected by the work-hardened layer of the workpiece, casting or
forged surface (see diagram below). Work-hardening of the material occurs where
cutting has caused plastic deformation. Extra boundary wear or notching occurs
at the point where the insert contacts the work hardened layer. Likewise, cast and
forged surfaces have tough surfaces that contribute to notch damage. Comparedwith
other workpieces, INCONEL®718 and stainless steels are particularly vulnerable to
work-hardening, which means notch boundary damage is likely to occur.
The rotary holder went on sale roughly
20 years ago and was well received
by customers because of its novel
mechanism and cutting performance.
Unfortunately however, it is nowno longer
a stocked standard tool because of later
improvements to cost and performance
of conventional tool holders. However,
it remains very effective in suppressing
abnormal damage and its value is once
again being reviewed because more
components are being manufactured
fromdifficult-to-cutmaterials.Bypassing
down the know-how regarding rotary
tools from the developing team 20 years
ago to today’s young tool development
engineers, a next-generation rotary
tool, in tune with the workpieces and
machinery of today, is currently under
development at Mitsubishi Materials.
Stay tuned!
Boundary wear
CUTTING EDGE
INCONEL® is a registered trademark of Huntington Alloys Canada, Ltd.
insert
sheet
rotary shaft
thrust bearing
mechanical seal
radial bearing
thrust bearing
grease nipple
flankwearVB (mm)
cutting time (min.)
Conventionalholder
(Fixed insert)
VB=0.60mm
Rotaryholder
VB=0.14mm
<testconditions>
Sample:
rotary insert (AP20M)
Comparativesamples: fixed insert (UC6010)
insert/RCMX2006M0
holder/PRGCL3232P20
Workpiece:
SNCM439 (270HB)
Cuttingconditions:
vc:200m/min
f:0.30mm/rev
ap:1.5mmdrycutting
Boundaryornotchdamage
Insertwear fromrotary tool cut


