20
YOUR GLOBAL CRAFTSMAN STUDIO
CLOSE UP
The demand for drills with smaller diameters and longer lengths in recent years
has meant increasing difficulties when manufacturing tools with coolant holes. For
example, in ultra-small diameter drills, the product itself is thin and the flutes are
extremely narrow, so even greater hole positioning precision and pitch precision is
required. Similarly, with longer drills, it has become evenmore important to ensure
the lead of the helix remains constant, and production technologies continue to
evolve daily toward that end. Additionally, tools with coolant holes generally have
round coolant holes, butMitsubishi Materials develops andmanufactures toolswith
coolant holes that differ from the conventional two round holes—such as four holes
and triangle holes—to increase drill performance. Only Mitsubishi Materials uses
coolantholesofdifferingshapesaccordingtotheworkmaterial.Thevariouscoolant
hole shapes are able tobeproducedprecisely because thedrill andmaterials plants
are located on the same site, and are the product of strong cooperation and hard
work among members of both plants. The three types of coolant holes embody
Mitsubishi Materials’ technologies and pride as a company that manufactures
products from its own rawmaterials.
The ZET1 drill appeared 30 years ago. As I
look back at the history of the solid carbide
drill thus far, I realise it is precisely because
we are amanufacturer capable of developing
and producing a whole gamut of items,
that we are able to continually produce
new drills that the market requires. This
process is a direct result of our interlinked
work processes and through the concerted
efforts of the entire development team.
Going forward, wewill continuewith a flexible
outlook toproducenewmaterials and shapes
in order to pursue further innovations.
Unravelling the history of the solid drill
TECHNOLOGY ARCHIVE
Manufacturing technology for toolswith coolant holes:
The results of Mitsubishi Materials’ technology and persistence
Mitsubishi Materials began manufacturing tools with coolant holes in 1988. For 27 years thereafter, coolant holes
continued to evolve, supported by production technology. Below, we introduce the work processes involved in
manufacturing tools with coolant holes.
Kazuya Yanagida
Leader, Drill, CBN&PCD
Products Development
Centre
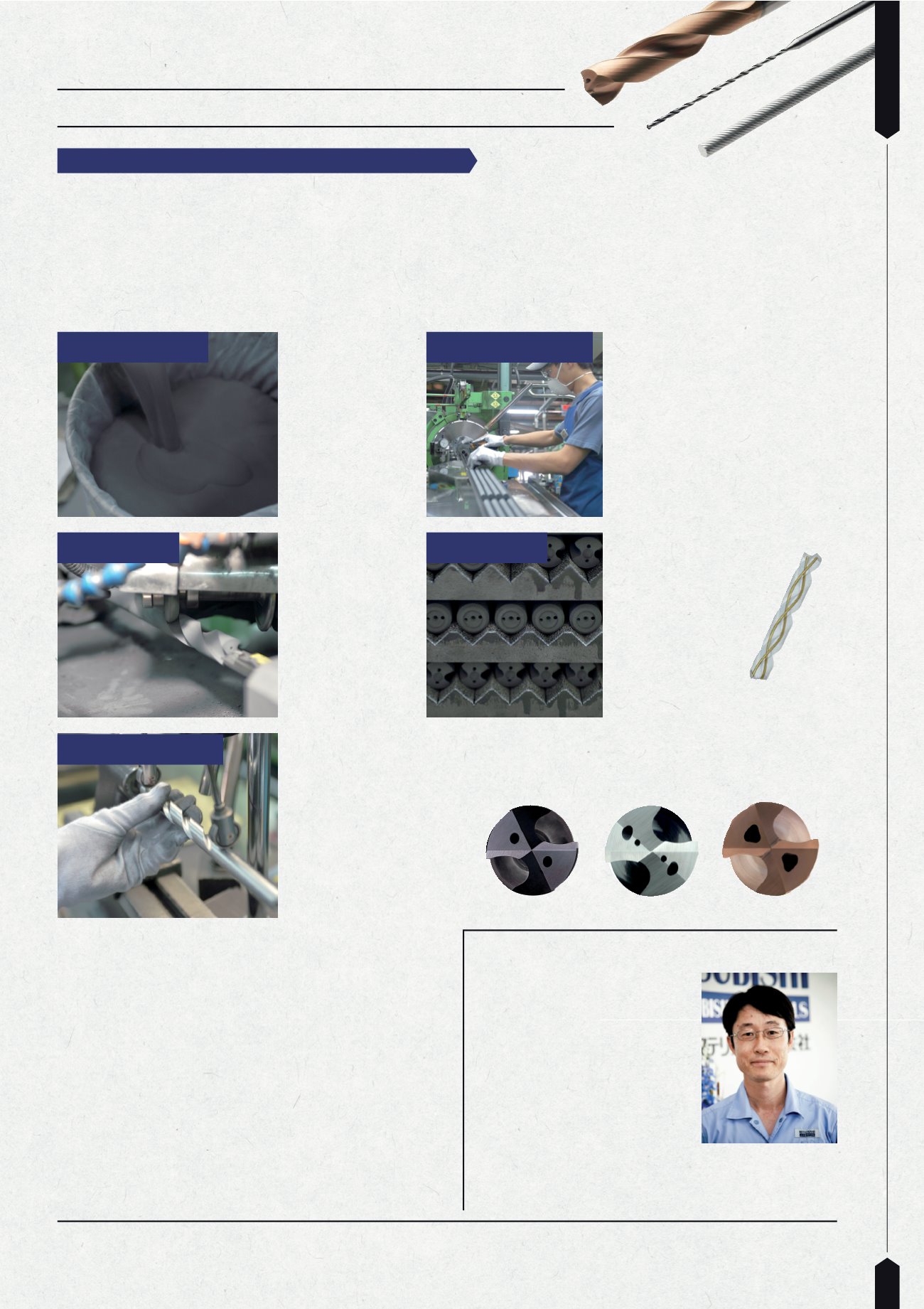
Step1:Raw material
Step3:Moulding
Step5:Final inspection
Step2: Extrusionpress
Step4:Sintering
Tungsten ismainly used
tomake carbide products.
It is an extremely heavy
substance, but it has fine
particles that flow like
liquid.
Rawmaterial in powder form is fed into a
press and extruded. The finished product
simply appears like a twisted rod, but spiral
coolant holes are already inside at this stage.
The key here is the accuracy of the position of
the holes. The holes are spiral in shape, but
are positioned so that the same thickness is
maintained from the outside at any point along
the drill. Production technology born from
long years of trial and error is at work here
in stabilizing the lead length while the raw
material is pliable.
After pre-sintering the
drill so that it is as strong
as chalk, spiral flutes
are cut in the drill. This is
done without reaching the
coolant holes inside, using
an advanced technology
that ensures the holes are
in line with these spiral
flutes.
The drill is sintered at high
temperature so that its
volume is roughly halved but
the density greatly increases.
Thismeans the coolant
holes aremade in a size
and position that takes into
account the shrinkage
factor from the beginning.
All drills are not only
inspected for flaws, but
also checked whether the
coolant holes aremade
as specified even after
shrinkage during sintering
has occurred. Only
materials that pass strict
inspection procedures are
approved andmade into a
product.
Round hole (2002— )
Four holes (2007— )
Triangular holes (2009— )


