5
MCS
S-TAW
5 mm
5 mm
13 mm
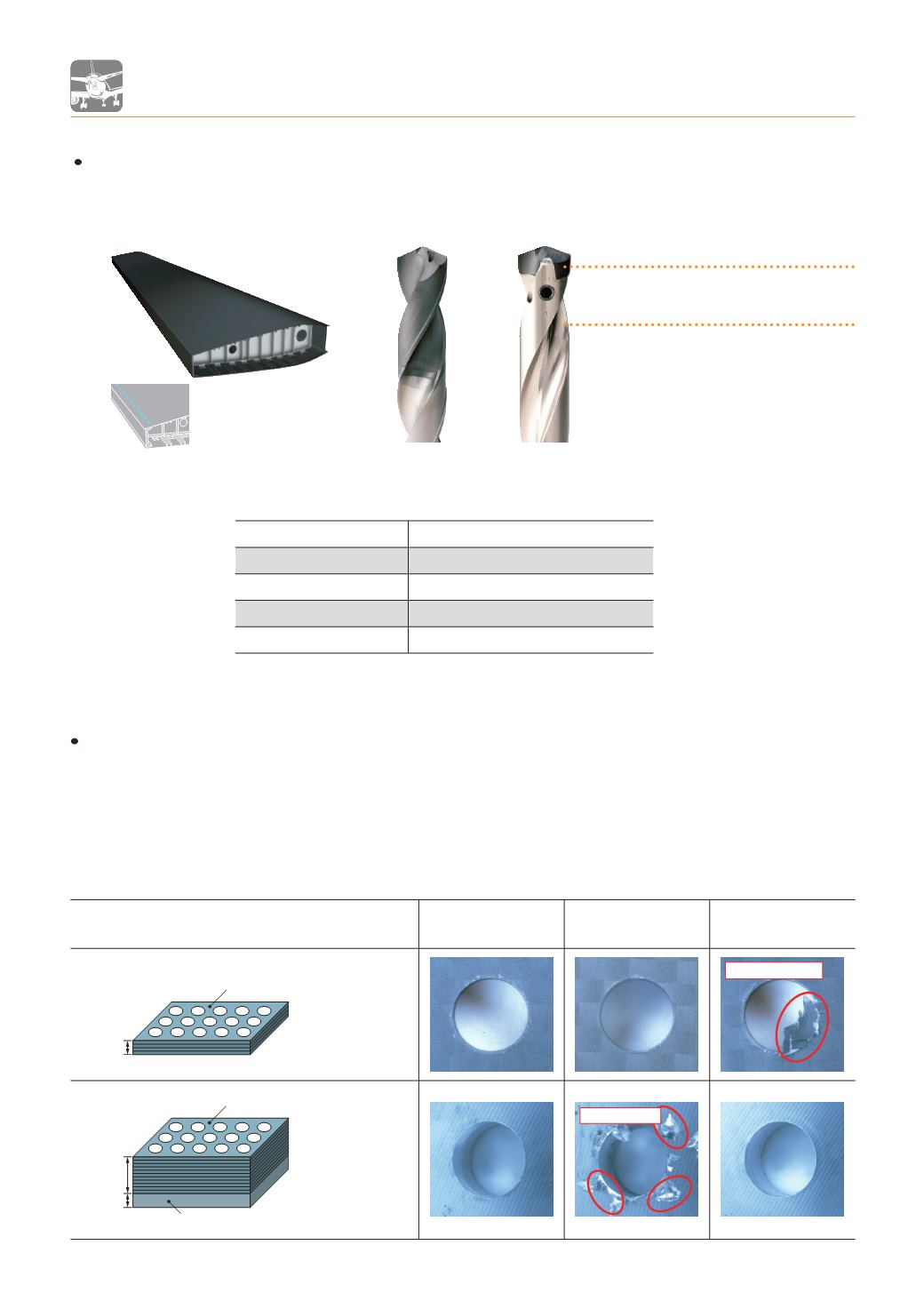
Entscheidend bei der Bearbeitung
Aufgrund der hohen Festigkeit und der Abrasivität der Kohlefaser ist die Standzeit des
Werkzeugs üblicherweise extrem kurz, außerdem kommt es bei der Bearbeitung leicht zu
einer Delaminierung oder Gratbildung. Ein Werkzeug mit Diamantbeschichtung und hoher
Verschleißfestigkeit ist hier effektiver. MCS- und S-TAW-Bohrer reduzieren mit ihrer glatten
CVD-Diamantbeschichtung die Gratbildung und Delaminierung. Zusammen mit der optimierten
Werkzeuggeometrie lassen sich hohe Standzeiten und exzellente Oberflächengüten erzielen.
Bohrer
ø 6.375
Schnittgeschwindigkeit
vc 100 m/min (4995 min
-1
)
Vorschub
f 0.04 mm/U.
Maschine
Vertikales BZ.
Kühlung
Intern, Druckluft
Werkstoff
MCS
Wettbewerber A Wettbewerber B
CFRP
Verbundwerkstoff
CFRP + AL
Verbundwerkstoff
CFRP
CFRP
Aluminiumlegierung (A7075)
Bohren
FLUGZEUGZELLE
Werkstoffe [CFRP, CF/AL]
Anwendungsbeispiel
CVD-diamantbeschichtete Hartmetallbohrer mit optimierter Schneidkantengeometrie
reduzieren die Gratbildung und Delaminierung beim Bohren von Verbundwerkstoffen.
Gratbildung
Gratbildung
CVD-diamantbeschichtete Bohrer
Optimierte Schneidkantengeometrie


